






Материал подготовил сервис электронных чек-листов CheckOffice, который помогает автоматизировать работу бизнеса с проверками, задачами и нарушениями.
Когда производству нужна программа контроля?
Программа для контроля производства нужна, когда объем проверок перерастает возможности ведения отчета одним мастером в стопке бумажных журналов. На большинстве предприятий контроль идет параллельно по нескольким направлениям, и каждое из них имеет свою периодичность, ответственных и требования к хранению документов.
В таком масштабе бумажный контроль и даже Excel начинают давать сбои. Данные разрознены, часть записей теряется, свести общую картину по предприятию сложно. Признаки, что пора переходить на программу контроля:
-
Сотни единиц оборудования и десятки участков. Плановые обходы, ТО (техническое обслуживание) и ППР (планово-предупредительные ремонты) невозможно контролировать вручную без пропусков.
-
Несколько смен и распределенная ответственность. Проверки выполняют разные люди, и важно видеть, кто именно фиксировал результат и когда.
-
Одновременно идут разные виды контроля. Техническое состояние оборудования, качество продукции, санитария, ХАССП (система анализа рисков и критических контрольных точек), охрана труда, пожарная безопасность, складские проверки — у каждого направления свой график и свой чек-лист.
-
Нужно хранить подтверждения для проверок и аудитов. Данные и журналы регулярно запрашивают Роструд, МЧС, Роспотребнадзор, а также внутренние аудиторы и заказчики.
-
Возникают повторяющиеся отклонения, но нет статистики. Дефекты и нарушения фиксируются, но предприятие не видит динамику по участкам и сменам, не может управлять причинами.
-
Задачи по устранению «разъезжаются» по чатам и устным поручениям. Из-за этого часть дефектов устраняется с задержкой, а часть возвращается снова.
Программа делает контроль реально видимым: какие проверки запланированы, какие выполнены, где есть отклонения, кому назначено устранение и что просрочено. За счет этого руководитель управляет не отдельными журналами, а налаженной системой — регулярностью проверок, скоростью реакции и устранением повторяющихся проблем по участкам.
Читайте также: Контроль качества на производстве
Как выглядит контроль на производстве без программы — и почему это не работает?
Стандартная картина на большинстве производств до цифровизации: проверки формально существуют, но данные находятся в разных местах, а связь между «нашли нарушение» и «устранили» часто отсутствует.
-
Журнал ТО заполнен одной ручкой и одним почерком за месяц. Обычно это означает, что записи внесли задним числом, потому что в сменном режиме физически невозможно, чтобы один человек делал отметки за всех.
-
Температурные и санитарные журналы заполняют сразу на несколько дней вперед. Так проще закрыть отчетность, но это не отражает реального состояния процесса и не помогает предотвратить отклонения.
-
Фото нарушений хранятся в личных телефонах. Через неделю их трудно найти, а привязать к конкретной дате, месту и объекту без единой системы практически невозможно.
-
Задачи на ремонт и устранение уходят в общий чат. Сообщение теряется в переписке, у задачи нет ответственного и срока. В итоге проблема возвращается, иногда уже в виде простоя оборудования.
-
У каждого начальника участка своя форма отчетности. Формы отличаются, критерии проверки разные, а свести данные по цехам в единую картину по заводу невозможно без ручной обработки.
-
Перед проверкой или аудитом начинается «сбор документов». Идет поиск журналов, актов, фотографий, уточнение, кто что проверял, и заполнение пропусков задним числом.
В результате контроль становится хаотичным и неэффективным. Нарушения выявляются поздно, устраняются с задержками, а повторяемость проблем не снижается. Вопрос здесь не только в добросовестности людей: если инструмент неудобен и требует лишней ручной работы, выбор между управлением процессами и закрытой отчетностью часто решается не в пользу первого.
Что контролируют на производстве: пять направлений
Контроль на производстве не ограничивается одной проверкой. Параллельно работают пять основных направлений: у каждого свои ответственные, своя периодичность и требования регуляторов.
Направление 1. Техническое состояние оборудования
Каждая незапланированная поломка означает простой, внеплановый ремонт и потери выпуска. Поэтому технический контроль строят как регулярные обходы и обслуживание по графику: в ежедневном обходе фиксируют ранние признаки отклонений (температуру, давление, вибрацию, уровень масла, состояние приводов, электрику и автоматику); далее идут еженедельные регламентные проверки, ежемесячное обслуживание и ремонты по ППР. Критически важно вести историю: при повторной неисправности видно, когда узел обслуживали и на каком этапе началось ухудшение.
Пример из практики: SLK Cement
SLK Cement — производитель цемента, использующий CheckOffice для инспекций первого уровня (регулярные обходы оборудования операторами). До внедрения помощники машинистов осматривали оборудование с бумажным позитив-листом и передавали информацию мастеру смены, который вносил данные в ERP-систему. Что-то терялось при передаче, а на один чек-лист приходилось до 20–40 уведомлений — инженер физически не мог обработать их все. Кроме того, в систему нельзя было прикрепить фото или видео, что затрудняло диагностику.
После перехода на CheckOffice компания сократила обходы с двух и более раз в сутки до одного, начала подтверждать дефекты фото-, видео- и аудиоматериалами (в том числе записью ненормального шума оборудования), повысила ответственность проверяющих и точнее стала выявлять дефекты на ранних стадиях.


Современные решения для повышения надежности работы оборудования: опыт SLK Cement
Читайте также: Как контролировать работу оборудования на производстве: электронные чек-листы
Направление 2. Качество продукции
Брак чаще всего обнаруживается там, где его сложнее и дороже исправить: на выходе из производства или уже у клиента. Поэтому контроль качества строят как последовательность проверок от сырья до отгрузки: на приемке сырья фиксируют параметры партии и условия поставки; в процессе производства контролируют критичные параметры технологии; на финальном этапе проверяют готовую продукцию — вес, маркировку, упаковку, сопроводительную документацию. Такой подход дает управляемый результат только при единых критериях и регулярной фиксации.
Направление 3. Санитария и требования ХАССП
Для пищевых производств санитария и ХАССП — отдельное критическое направление контроля, которое напрямую влияет на безопасность продукции. В ежедневных проверках фиксируют состояние помещений, чистоту оборудования и инвентаря, соблюдение графиков мойки и дезинфекции, а также требования к персоналу.
В системе ХАССП критические контрольные точки задаются измеряемыми параметрами — температурой, временем, pH. При цифровизации ключевыми становятся два механизма: фиксация времени внесения данных и обязательные подтверждения по критичным пунктам.
Направление 4. Охрана труда и промышленная безопасность
Несчастный случай на производстве — не только человеческая трагедия, но и расследование, штрафы, приостановка работ и ответственность руководителей. Поэтому контроль охраны труда должен быть регулярным и доказуемым. В проверках фиксируют использование СИЗ (средств индивидуальной защиты), состояние ограждений и освещения, пожарную и электробезопасность, свободные эвакуационные пути, наличие актуальных инструкций и корректность ведения журналов инструктажей. По периодичности контроль разделяют на ежедневный оперативный обход мастера, еженедельную проверку инженера по ОТ и ежемесячный расширенный аудит.
Пример из практики: ГК «Русагро»
ГК «Русагро» — крупнейший вертикальный агрохолдинг России — использует CheckOffice для контроля безопасности объектов: работы ЧОП, видеонаблюдения, технической укрепленности, транспорта на территории и ведения документации охраны. До внедрения результаты нигде не систематизировались, а расследование инцидентов было практически невозможным: нужная отчетность за прошлые периоды просто не существовала в систематизированном виде.
После внедрения CheckOffice у компании появились контроль факта и регулярности проверок через геопозицию и временны́е метки, фотофиксация с запретом загрузки из галереи и работа в офлайн-режиме на нестационарных и полевых объектах.


Как автоматизировать контроль безопасности объектов в агрохолдинге - кейс ГК “Русагро”
Направление 5. Производственные процессы и регламенты
Соблюдение технологии производства — основа стабильного качества продукции. В проверках фиксируют соблюдение рецептур и дозировок, параметры процесса (температура, время, давление, скорость), корректность настройки оборудования, ведение производственных журналов и маркировку полуфабрикатов.
Отдельное внимание — передаче смен: она должна быть оформлена как стандартная процедура с фиксацией состояния оборудования, выявленных отклонений и незавершенных задач. Если передача идет устно, информация теряется.
Читайте также: Входной контроль сырья на производстве: как проверять качество материалов
Шесть функций, без которых программа контроля не работает
Программ на рынке много, но не каждая закрывает реальные задачи производства. Чтобы контроль работал в цехе, а не только на бумаге, системе нужны шесть базовых функций.
Функция 1. Мобильное приложение с офлайн-режимом
Проверка на производстве проводится прямо у станка, на складе или в цехе — и фиксируется в момент обхода, а не переносится на компьютер потом. Офлайн-режим критичен: в производственных помещениях связь часто нестабильна из-за экранирования металлоконструкциями, удалённых зон склада, подвальных помещений. Данные сохраняются на устройстве и синхронизируются при появлении сети автоматически.
Для ГК «Русагро» работа без доступа к сети была принципиальным требованием: проверки проводились на нестационарных полевых объектах и в зонах с нестабильным сигналом.
Функция 2. Фотофиксация с привязкой к месту и времени
Фото нарушения, сделанное на месте в момент проверки, — это доказательство. Фото из галереи таким доказательством не является, потому что его можно подготовить заранее и подгрузить задним числом. В рабочей системе контроля фото привязывается к конкретному пункту чек-листа, объекту, дате и времени проверки.
Дополнительно полезен сценарий «до/после»: при устранении нарушения исполнитель прикладывает фото результата, и руководитель видит, что работа выполнена фактически.
Функция 3. Автоматические задачи на устранение
При фиксации отклонения в чек-листе система создает задачу, назначает ответственного и ставит срок по заранее заданным правилам. Руководитель видит статус задач в реальном времени: что выполнено, что в работе и что просрочено. Это устраняет типичную проблему «нашли — записали — забыли».
Функция 4. Планирование и календарь проверок
Ежедневные обходы, еженедельное ТО, ежемесячные аудиты, ППР по сотням единиц оборудования — контролировать такой объем вручную сложно. Система заранее назначает проверки ответственным и показывает, что и когда должно быть выполнено через удобный календарь проверок. При пропуске проверки руководитель получает сигнал.
Функция 5. Аналитика по участкам и динамика
Сотни и тысячи проверок без аналитики превращаются в архив. Минимальный набор показателей для производства: количество нарушений по цехам и участкам, повторяемость по типам, скорость устранения, доля просроченных задач и динамика за период. Это позволяет принимать решения на основе данных: где усиливать контроль, где менять регламент, где требуется обучение или ремонт.
Функция 6. Гибкий конструктор чек-листов
Система должна поддерживать разные типы ответов («да/нет», числовое значение, текст, фото), обязательные поля и логику. Например, при ответе «нет» по критичному пункту система требует фото и создает задачу на устранение. Полезно добавить фото-эталон или инструкцию прямо в пункт — тогда у всех проверяющих единое понимание критерия. Конструктор чек-листов CheckOffice поддерживает все эти сценарии.
Читайте также: Техника безопасности на производстве: чек-листы для ежедневного контроля
Как выбрать программу контроля качества: девять критериев
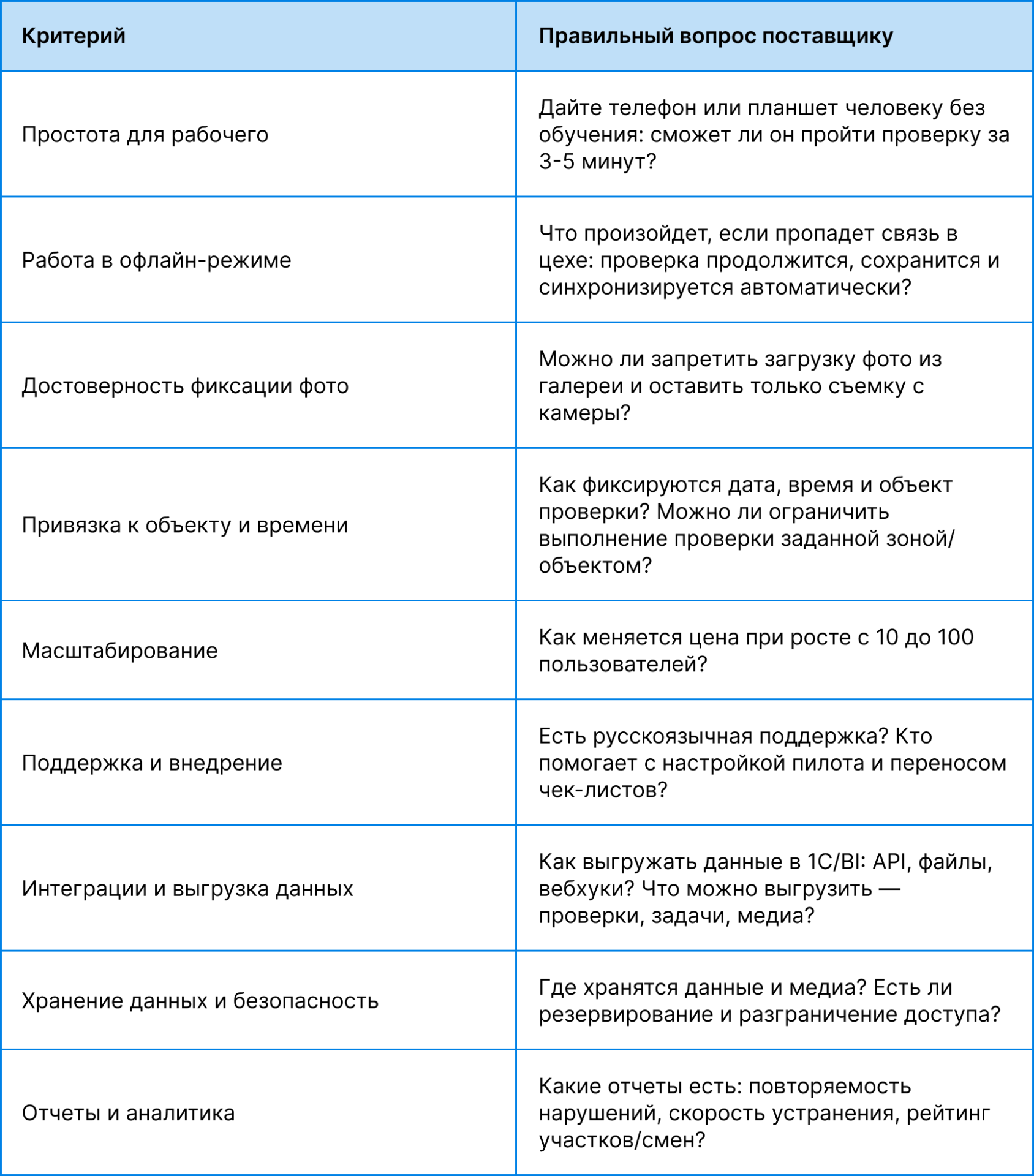
На рынке десятки инструментов. Чтобы отсеять неподходящие варианты уже на этапе демонстрации, достаточно девяти вопросов. Они напрямую связаны с тем, будет ли система использоваться в цехе и даст ли ожидаемый результат.
Так, после сравнения нескольких решений SLK Cement выбрали CheckOffice по результатам тестирования. В комментариях они отметили, что решающим фактором стала простота: интерфейс оказался интуитивно понятным и дал нужный баланс между функциональностью и удобством для сотрудников на производстве.
Как CheckOffice помогает с контролем на производстве?
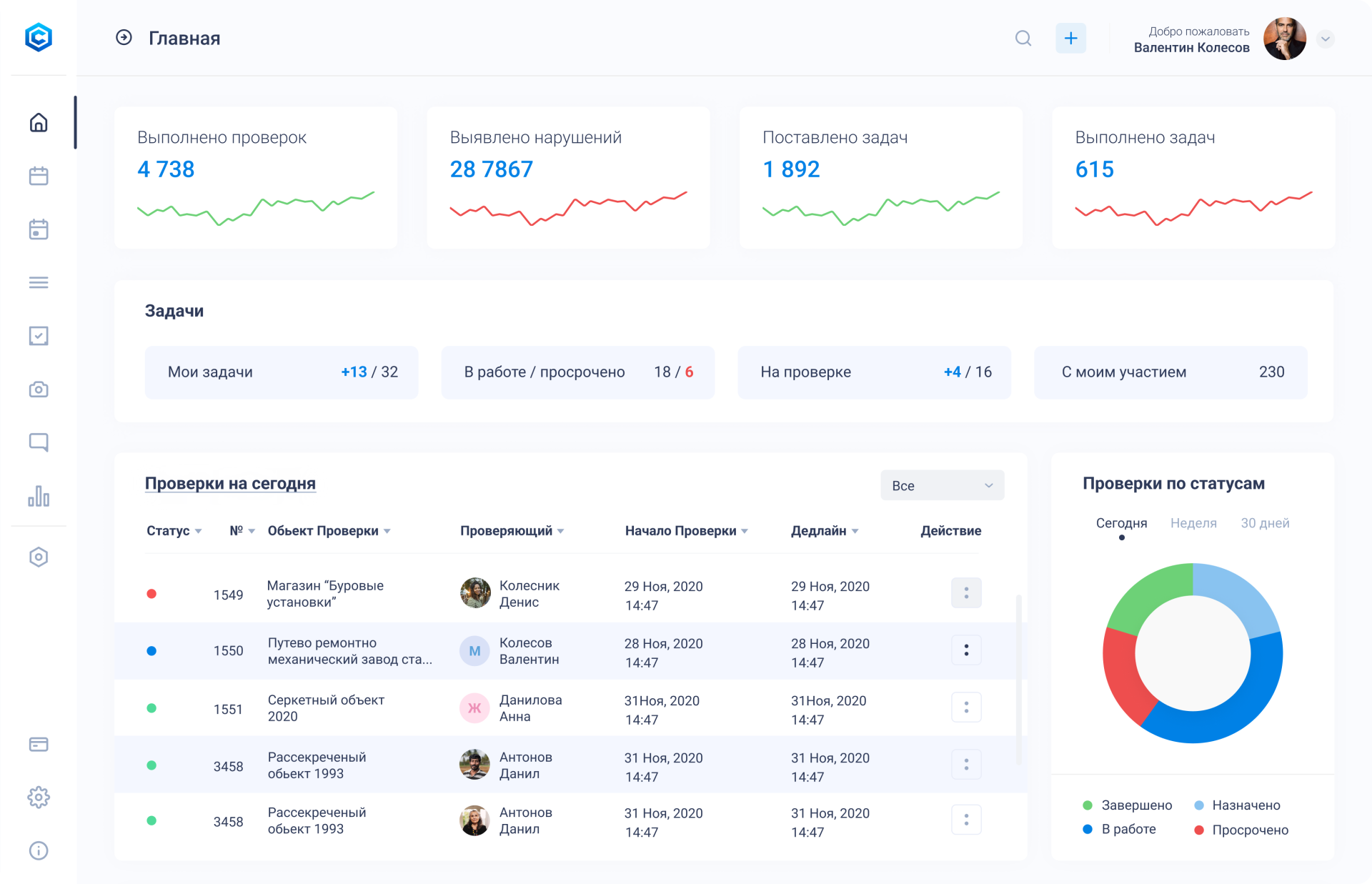
CheckOffice — сервис для автоматизации контроля на производстве на базе электронных чек-листов. Сотрудник заполняет чек-лист в мобильном приложении или на ПК прямо на месте, результаты сохраняются в единой истории по объектам и периодам. Для производства особенно важны четыре практические функции.
Работа на месте в офлайн-режиме. Мобильное приложение поддерживает офлайн-сценарии — критично для цехов и складов со слабой связью. Данные синхронизируются автоматически при появлении сети.
Доказуемость фиксации. Можно ограничить загрузку фото из галереи, фиксировать геопозицию начала и окончания проверки, добавлять фото- и видеоматериалы, а также аудиозаписи — например, для фиксации ненормального шума оборудования.
Управляемость отклонений. По результатам проверок настраиваются автозадачи — нарушение сразу уходит ответственному с дедлайном. Руководитель видит статус в реальном времени.
Планирование и аналитика. Проверки назначаются по расписанию, пропуски фиксируются, аналитика по участкам и динамике доступна в дашбордах без ручной консолидации.
Готовые шаблоны чек-листов для производственных предприятий доступны в библиотеке CheckOffice — их можно использовать сразу или адаптировать в конструкторе под специфику участка.
Читайте также: Контроль качества на пищевом производстве: система ХАССП







Как внедрить программу контроля: пошаговый план
Внедрение обычно занимает 4–6 недель при последовательном подходе. Главное правило — не начинать со всего завода сразу. Сначала нужно пилотное тестирование, в ходе которого будет отработан процесс и критерии.
-
Выберите пилотный участок. Возьмите один цех или вид контроля, например техническое обслуживание оборудования. Так вы быстро проверите роли, периодичность и порядок работы с отклонениями без перегрузки предприятия.
-
Переведите бумажные формы в цифровой вид. Перепишите пункты чек-листа в однозначные критерии. Вместо оценочных формулировок — измеряемые параметры и явные признаки соответствия. Пример: не «холодильник работает нормально», а «температура от 0 до +4 °C».
-
Обучите ответственных. Обычно достаточно 30–60 минут, если интерфейс простой. Показать прохождение проверки, добавление фото, создание задачи и закрытие по факту устранения.
-
Запустите пилот на 2–4 недели. Соберите обратную связь от тех, кто проводит проверки, и уточните формулировки пунктов, чтобы исключить разночтения между сменами.
-
Масштабируйте. После стабилизации процесса расширьте систему на другие участки и направления контроля. В кейсе SLK Cement стартовали с одной производственной линии, затем поэтапно охватили все предприятие.
FAQ
Что такое программа контроля качества на производстве?
Программа контроля качества на производстве — это система, в которой проверки по ключевым направлениям (оборудование, качество, санитария, охрана труда, технологические регламенты) проводятся по графику, фиксируются в электронном виде, а каждое выявленное отклонение автоматически превращается в задачу с ответственным и сроком. В отличие от бумажных журналов, такая система обеспечивает доказуемость проверок, управляемость устранения и аналитику по динамике.
Какие функции должны быть в системе контроля производства?
Шесть базовых: мобильное приложение с офлайн-режимом, фотофиксация с привязкой к месту и времени, автоматические задачи по отклонениям, планирование и календарь проверок, аналитика по участкам и динамике, гибкий конструктор чек-листов. Без любой из этих функций система начинает давать сбои в реальном производственном режиме.
Чем программа контроля отличается от обычного Excel?
Excel фиксирует результаты, но не решает три критичные на производстве задачи: автоматические задачи по отклонениям, доказуемость фиксации и управляемость по графику. В программе можно настроить автозадачи, которые назначаются при нарушениях по заданным правилам, а также планирование проверок и календарь, чтобы контроль шел по расписанию. При большом объеме проверок Excel перестает давать общую картину и дисциплину исполнения.
Нужна ли программа небольшому производству до 50 человек?
Зависит не от численности сотрудников, а от количества направлений контроля и требований регуляторов. Если нужно вести журналы по охране труда и пожарной безопасности, контролировать ТО оборудования и санитарное состояние, даже небольшой коллектив быстро упирается в разрозненные журналы и ручную сводку. Программа окупается, когда важно не только «отметить факт», но и управлять сроками устранения проблем, хранить историю и показывать ее при проверках и расследованиях.
Как убедить рабочих пользоваться приложением?
Два условия. Первое — простота: если интерфейс и чек-лист требуют длительного обучения, система не приживется. В кейсе SLK Cement отмечают, что сотрудники быстро осваивали работу, а интерфейс воспринимался как простой и интуитивно понятный. Второе — объяснить смысл: приложение нужно не для надзора, а для снижения аварийности и возможности подтвердить, что обход выполнен и параметры зафиксированы вовремя, особенно в спорных ситуациях.
Сколько времени занимает одна проверка с приложением?
Зависит от объема чек-листа и участка. Ежедневный обход по базовому списку обычно укладывается в 10–20 минут, расширенная проверка участка — 30–60 минут. Ключевая экономия возникает не только в скорости обхода, а в отсутствии повторной работы: не нужно переносить данные в компьютер, искать фото по телефонам и вручную формировать сводки.
Можно ли интегрировать программу с 1С или другими системами?
CheckOffice поддерживает интеграцию через API. Это позволяет совмещать данные о проверках с данными о простоях, браке и производительности из других систем.